Scalable Nutraceutical Packaging Systems for Growing Production Demands
In the nutraceutical industry, packaging is no longer just a final step; it is a critical control point that directly impacts product integrity, regulatory compliance, and brand credibility. At Unified Flex, we engineer nutraceutical packaging solutions that align with the operational, technical, and commercial priorities of manufacturers.
Whether you’re scaling production, improving dosing accuracy, or enhancing shelf appeal, our pharmaceutical packaging machines are designed to deliver measurable performance and long-term ROI.
Our systems are deployed across high-volume nutraceutical production lines, supporting consistent output for powders, capsules, and functional products in demanding manufacturing environments.
What are Nutraceutical Packaging Machines?
Nutraceutical and pharmaceutical packaging machines are precision-engineered systems designed for accurate dosing, consistent sealing, and efficient packaging of supplements, functional foods, and protein products.
They integrate advanced sealing technologies, controlled environments, and optional gas flushing systems to protect formulations from moisture, oxygen, light, and contamination, ensuring product stability, potency, and extended shelf life.
Engineering Packaging for Product Integrity
For engineers and production teams, maintaining product integrity is non-negotiable. Unified Flex pharmaceutical and nutraceutical packaging machines are built with precision components and advanced sealing technologies to ensure consistent, high-quality output.
Key Features of Our Nutraceutical Packaging Machines:
Designed to meet stringent industry standards, our medicine packaging machines integrate advanced engineering and precision controls to ensure consistent product quality, regulatory compliance, and high-efficiency production performance.
- High-Integrity Sealing Systems: Multi-layer sealing technologies prevent the ingress of moisture and oxygen, ensuring extended shelf life.
- Precision Filling Mechanism: Compatible with auger fillers, piston fillers, volumetric cup fillers, and multi-head weighers to ensure accurate dosing across powders, granules, capsules, and liquids.
- Optional Nitrogen Flushing & Vacuum Systems: Reduces oxidation and enhances product stability for sensitive nutraceutical formulations.
- Bag Detection & Alignment Sensors: Ensures correct positioning before fill and seal operations, minimizing product loss and rework.
- Traceability Integration: Supports date coding, batch printing, and tamper-evident features required for compliance and recall readiness.
Packaging Formats Designed for Performance & Flexibility
Selecting the right packaging format is critical for both operational efficiency and market success. Unified Flex supports a wide range of formats engineered for nutraceutical applications, all compatible with advanced medicine packaging machines for high-precision and scalable production:
Ideal for single-serve powders, supplements, and drink mixes.
- High-speed output: up to 800 bags/min
- Accurate dosing for controlled consumption
- Compact and portable format
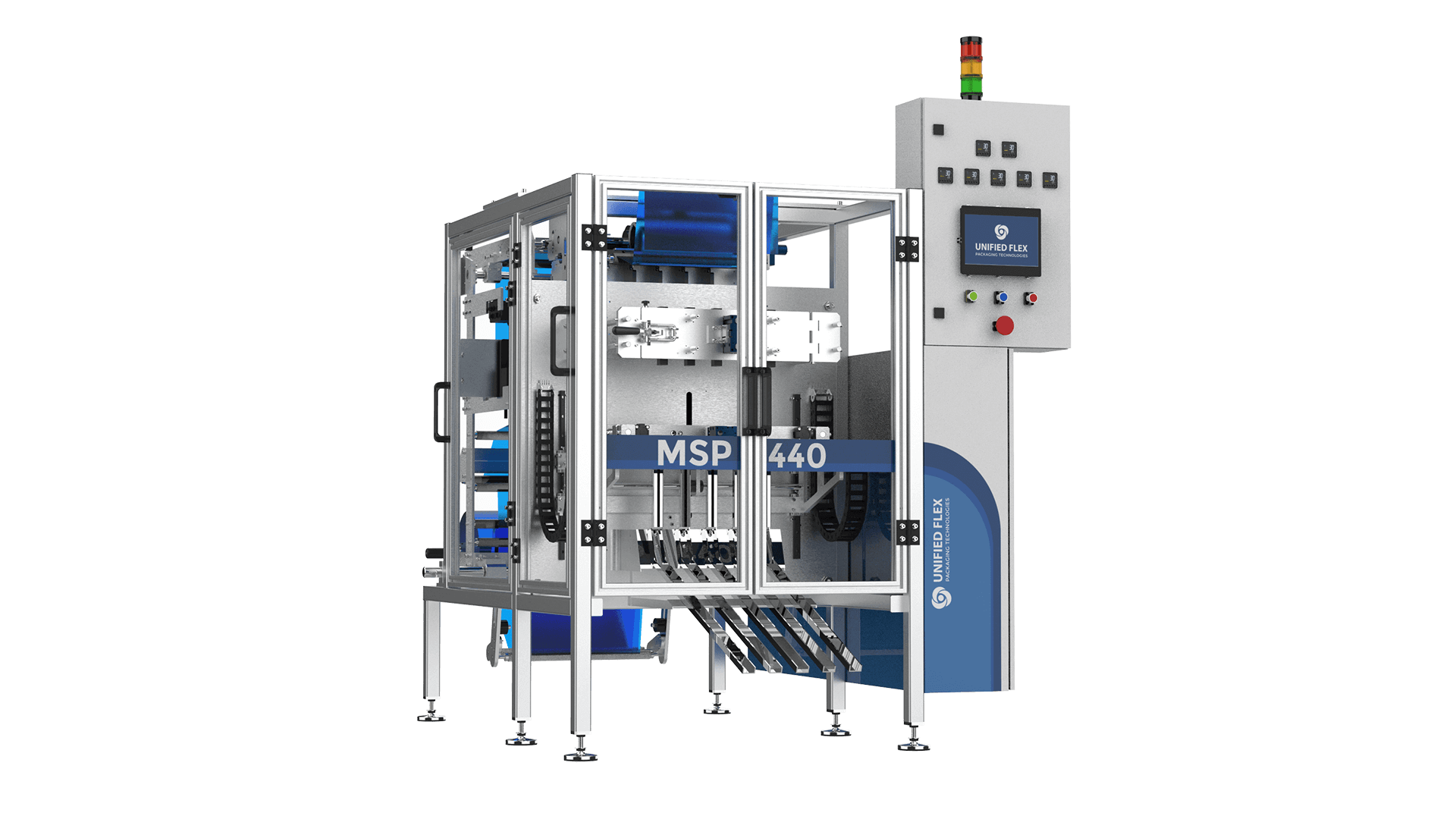
Sachets (3-Side & 4-Side Seal)
Suitable for powders, liquids, and granules.
- Output capacity: up to 1000 bags/min
- Cost-effective and versatile
- Excellent for trial packs and retail distribution
Designed for high-volume production environments.
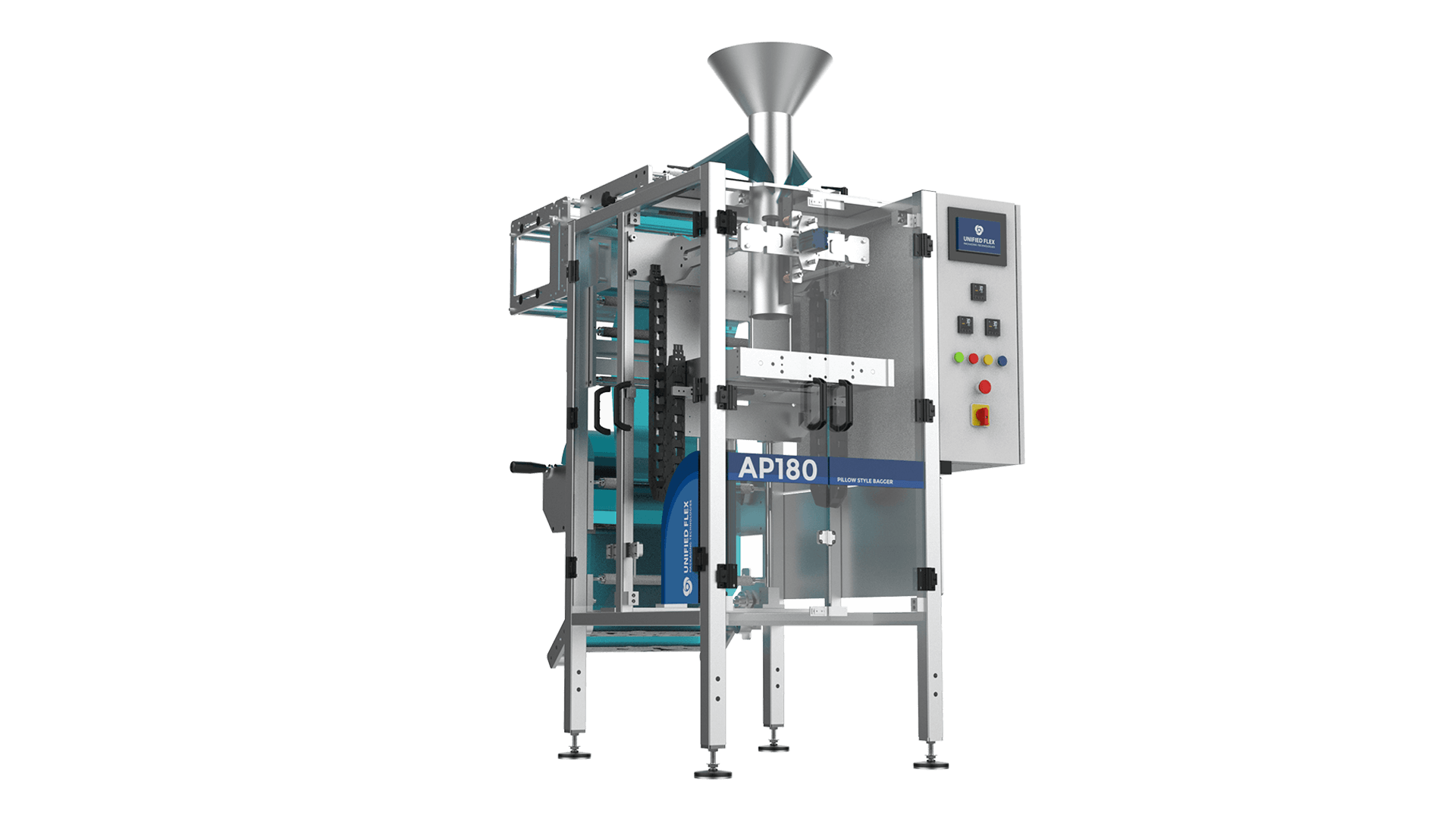
- Handles pillow bags, gusseted bags, and quad seal formats
- High-speed automation with minimal downtime
- Ideal for protein powders and bulk supplements
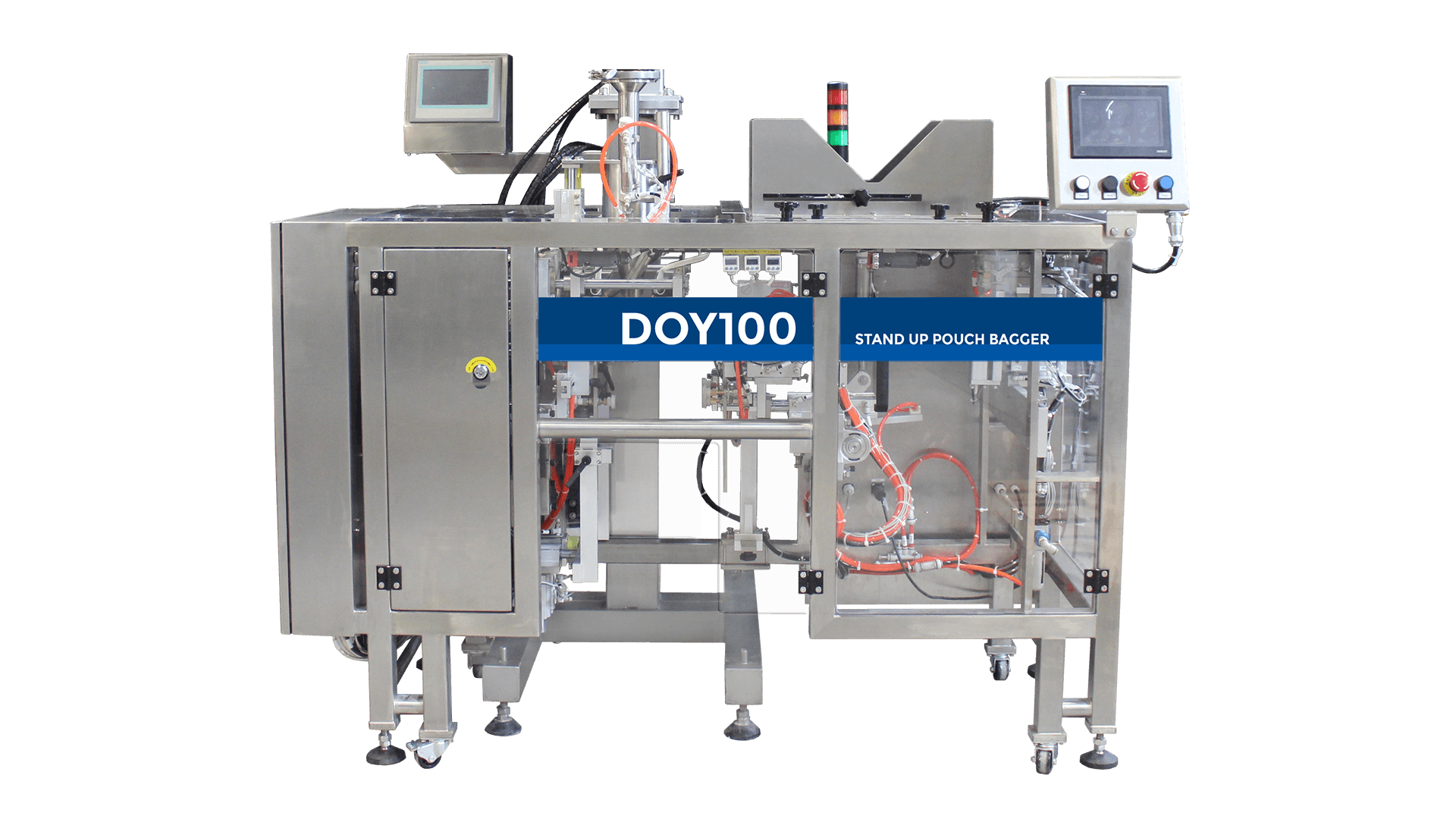
Preferred for premium retail presentation.
- Resealable zippers and spouts
- Enhanced shelf visibility
- Suitable for gummies, capsules, and powders
Machine Portfolio for Nutraceutical Packaging
Unified Flex offers a comprehensive range of medicine packaging machines engineered for flexibility and scalability:
- Stick Pack Machines (40–800 bags/min)
- Sachet Machines (40–1000 bags/min)
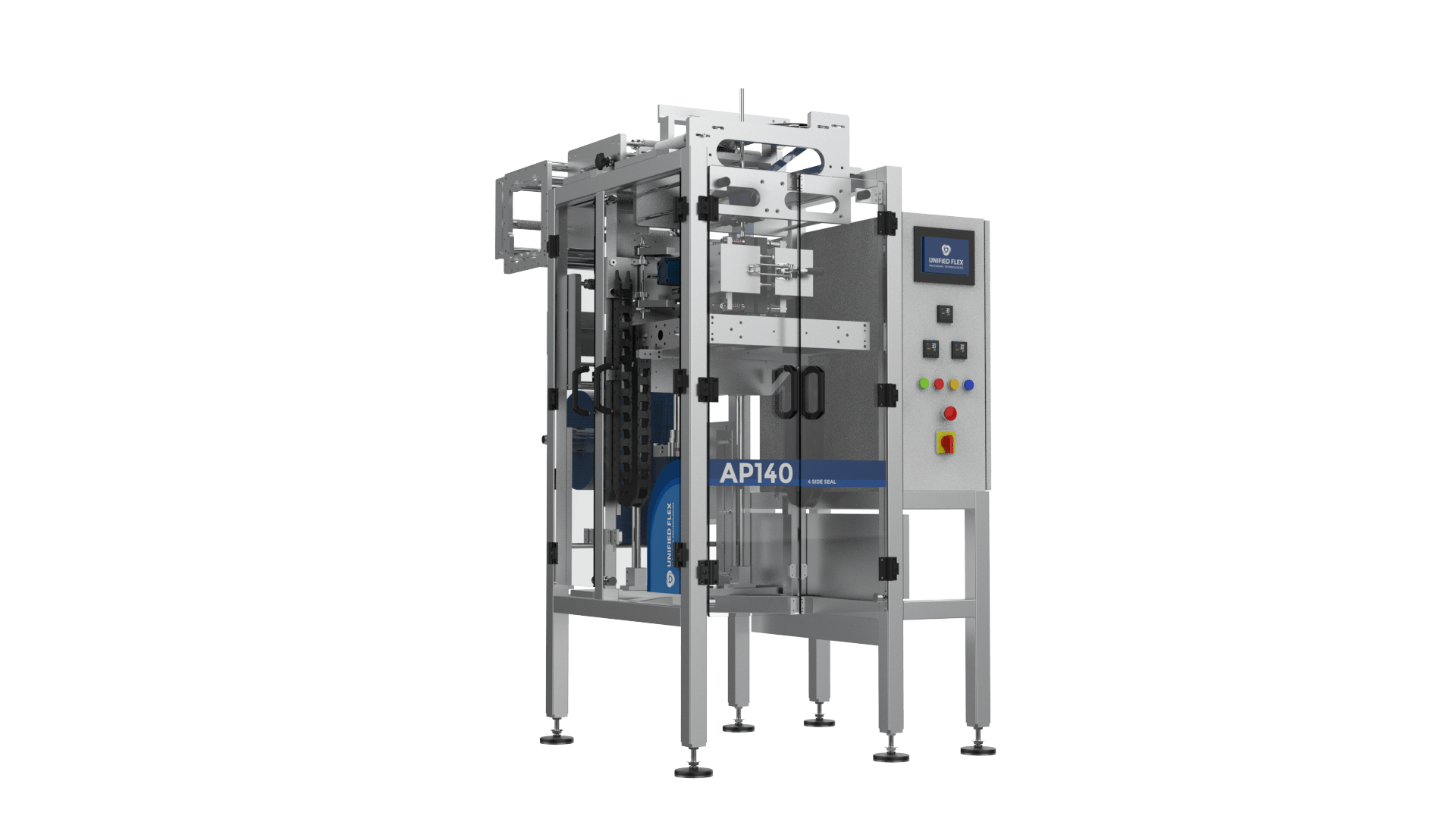
- VFFS Machines (Vertobagger Series)
- Stand-Up Pouch Baggers (15–40 bags/min)
- Auto Pouch Bagger Systems (AP Series)
- Multilane Sachet & Stick Pack Machines (MSB & MSP Series)
Each packaging machine for the pharmaceutical industry is designed with modular architecture, allowing seamless integration with upstream and downstream equipment.
Turnkey Packaging Systems for Operational Efficiency
Beyond standalone pharma packaging machines, Unified Flex delivers complete turnkey solutions that optimize your entire packaging line.
Integrated Components Include:
- Fillers (auger, piston, volumetric, multi-head weighers)
- Conveyors and product handling systems
- Mezzanines for space optimization
- Preformed pouches and rollstock
- Custom-designed bagging systems
Our engineering team collaborates with your operations to ensure system compatibility, efficiency, and scalability.
Regulatory Compliance & Labeling Accuracy
For nutraceutical manufacturers, compliance is both a legal requirement and a trust factor. Packaging must align with regulatory frameworks such as FDA and GMP guidelines.
Best Practices We Support:
- Clear ingredient labeling and dosage instructions
- High-resolution printing for readability
- Batch numbers and expiration dates for traceability
- Tamper-evident packaging for consumer safety
Accurate labeling is not just compliance; it’s a direct communication channel with your customers.
Benefits of Flexible & Custom Packaging
Flexible nutraceutical packaging machines provide both operational and commercial advantages:
- Extended Shelf Life: High-barrier films protect against environmental degradation.
- Cost Efficiency: Lightweight materials reduce shipping and storage costs.
- Consumer Convenience: Features like resealable zippers, tear notches, and single-serve formats improve usability.
- Brand Differentiation: Custom printing and innovative formats enhance shelf appeal and brand recognition.
- Sustainability: Eco-friendly materials and reduced waste support environmental goals.
Choosing the Right Pharma Packaging Machines
Selecting the optimal medicine packaging machine requires a strategic evaluation of your operational needs:
Key Considerations:
- Product Type: Powders, liquids, capsules, and granules each require specific filling technologies.
- Production Volume: Match machine speed with your throughput requirements.
- Packaging Format: Align with market demand and product positioning.
- Filling Compatibility: Ensure integration with appropriate dosing systems.
- Maintenance & Usability: Look for user-friendly interfaces and minimal downtime.
- Scalability: Choose systems that can grow with your business.
Financing & Investment Flexibility
Capital investment in packaging automation should not be a barrier to growth. Unified Flex offers flexible financing options through Ascentium Capital:
- Approvals up to $2 million
- Application-only financing up to $400,000
- $0 down payment options
- Low introductory payments
- Fast credit approvals
Furthermore, businesses may benefit from tax advantages under Section 179, making automation more accessible and financially viable.
Why Unified Flex?
At Unified Flex, we combine engineering expertise with industry insight to deliver pharmaceutical packaging machines that drive measurable results.
What Sets Us Apart:
- Advanced automation and precision engineering
- Customizable solutions tailored to your product
- In-house design and technical support
- End-to-end turnkey systems
- Proven reliability across global markets
Trusted by nutraceutical and pharmaceutical manufacturers globally, Unified Flex delivers packaging systems engineered for high-performance and long-term reliability.
We don’t just supply medicine packaging machines; we partner with you to optimize your packaging operations.
Ready to Optimize Your Nutraceutical Packaging?
If you’re looking to improve efficiency, ensure compliance, and scale your production, Unified Flex has the expertise and technology to support your goals.
Contact our team today to discuss your requirements and discover the right packaging machine for the pharmaceutical industry.