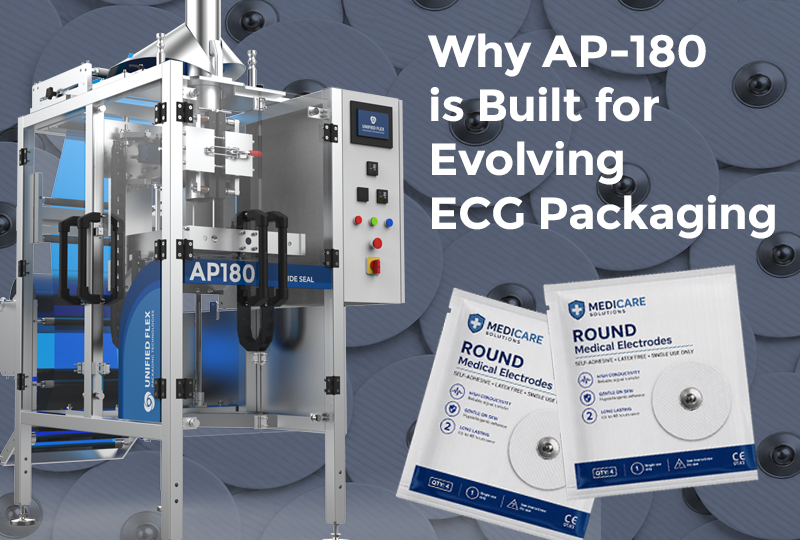
Sterile barrier failures hit hard in medical device lines — recalls, downtime, and patient risk follow. The AP-180 Auto Pouch Bagger from Unified Flex tackles this with rotatable horizontal seal jaws that maintain even pressure and dwell time across every cycle.
Full form-fill-seal automation reduces manual handling and contamination points, while stainless steel contact parts simplify sanitation. Tool-less changeovers and stable PLC control keep seals consistent at up to 40 pouches per minute for syringes, diagnostic kits, IV components, and more.
Built for repeatable sterile integrity, not just speed.